Una gran acería es como una herrería a gran escala donde
transforman millones toneladas de hierro en bruto en acero. Este proceso no ha
cambiado mucho desde principios de la Edad de Hierro (siglo XII a.C.). Hasta el
1500 a.C. no se trabajó el hierro carbonizado a gran escala. El acero, una
aleación del hierro y el carbono, subproducto del proceso del hierro forjado,
era más fuerte, más flexible que el hierro, el cobre o el bronce. El acero se
convirtió en ese entonces, en el material preferido para fabricar espadas y
armaduras. Pero los herreros solo podían fabricar acero en pequeñas cantidades
y con dificultad. Eso hasta mediados del XIX donde la producción de acero se
vio revolucionada por obra del ingeniero Henry Bessemer quien registró su
patente en 1856. El concepto de Bessemer sobre la producción en masa del acero
fue consecuencia de la guerra de Crimea, porque inventó una munición de
artillería demasiado potente para los cañones de hierro fundido que se
utilizaban. Su solución fue crear un cañón más resistente hecho de acero, pero
no había método para fabricar el acero en las cantidades que necesitaba.
Bessemer
diseñó un recipiente gigante en forma de botella en el que se vertía el hierro
fundido líquido. En el fondo había una especie de grandes chorros de aire que
bombeaban aire comprimido al caldero y que lo inclinaban hacia arriba de manera
que el baño de hierro fundido quedaba sobre el aire comprimido, el aire
atravesaba el hierro y al hacerlo el oxígeno se combinaba con el carbono del
hierro y quemaba las impurezas como el carbono y el silicio.
De
esa forma era más sencillo volver a introducir el carbono a niveles concretos
para crear una aleación más equilibrada cuyo resultado final era el acero. Al
controlar mejor la cantidad de carbono presente en el hierro, los herreros
podían también controlar la calidad del acero, y aún mejor podían fabricar más
acero en menos tiempo. Había comenzado la producción de acero en masa. En
cuestión de una década de construyeron docenas de fábricas de acero en los
Estados Unidos. Enseguida se adoptaron otros métodos más eficaces para la
fabricación del acero, como el método de la solera abierta que no despojaba al
acero de oligoelementos como el manganeso y el silicio, cosa que sí hacía el proceso
Bessemer. La productividad aumentó y el método de la solera abierta permitió el
uso de la chatarra. La capacidad de reciclar este material es la piedra angular
del reciclado del acero en la actualidad.
A
mediados del siglo XIX la Revolución
Industrial estaba en
su apogeo y toda ella se basó en el acero. En
norteamérica los ferrocarriles que viajaban al oeste, lo hacían sobre railes de
acero de alta calidad, después las grandes llanuras se trabajaron con maquinaria agrícola de acero.
Cuando se pudieron crear armazones internos de acero para los edificios, se
levantaron numerosos rascacielos que pusieron las oficinas por las nubes. La
isla de Manhattan creció verticalmente gracias al acero, y alcanzó su techo en
1931 con el Empire State Building de 381 metros de altura. Los puentes de
acero, resistentes y flexibles cubrieron espacios que antes no podían ser
cubiertos por un puente. Barcos que se hubiesen podido hundir por su propio
peso de haber sido construidos en hierro o madera, podían medie más de 300
metros y pesar más de 22,5 toneladas si se construían en acero.
Y el
automóvil inventado en plena revolución se valía del acero para el motor y la
carrocería. El acero se convirtió en una industria y estimuló la gigantesca
economía americana.
Hoy
en día se trabaja con aceros super maleables y livianos para la fabricación de
coches, muchos de ellos ni existían hace 10 años. Esto se consiguió gracias a
dos procesos que se utilizan en la actualidad para fabricar acero y que se
comenzaron a utilizar en la década del ’50: el horno de oxígeno básico y el
electrohorno de arco. Los procesos de Bessemer y de solera abierta usaban a El
electrohorno de arco utiliza dos grandes electrodos de grafito sujetos a una
tapa para generar una corriente eléctrica a través del acero frío generalmente
chatarra.El arco de la corriente funde el acero. Además del oxígeno que se
insufla al horno para ajustar el contenido de carbono se añaden al horno otros
elementos para producir las propiedades deseadas. Al final los residuos y las impurezas,
llamados escoria se vierten desde la parte alta del horno. El electrohorno de
arco es hoy en día el método más rentable para producir acero de calidad.ire,
pero el horno de oxígeno básico utiliza oxígeno.
Composición del
acero:
La ecuación de la reacción química
fundamental de un alto horno es:
Fe2O3 + 3 CO => 3 CO2 + 2 Fe
Acero
es una aleación de hierro y carbono que contiene otros elementos de aleación,
los cuales le confieren propiedades mecánicas especificas para su utilización
en la industria metalmecánica.
ELEMENTOS DE
ALEACION EN LOS ACEROS - COMPONENTES
Aluminio - Al : EL
Aluminio es usado principalmente como desoxidante en la elaboración de acero.
El Aluminio también reduce el crecimiento del grano al formar óxidos y
nitruros.
Azufre - S : El Azufre se
considera como un elemento perjudicial en las aleaciones de acero, una
impureza. Sin embargo, en ocasiones se agrega hasta 0.25% de azufre para
mejorar la maquinabilidad. Los aceros altos en azufre son difíciles de soldar
pueden causar porosidad en las sodaduras.
Carbono - C : El Carbón - Carbono es el elemento de
aleación mas efectivo, eficiente y de bajo costo. En aceros enfriados
lentamente, el carbón forma carburo de hierro y cementita, la cual con la
ferrita forma a su vez la perlita. Cuando el acero se enfría mas rápidamente,
el acero al carbón muestra endurecimiento superficial. El carbón es el elemento
responsable de dar la dureza y alta resistencia del acero.
Boro - B : El Boro logra aumentar la capacidad de
endurecimiento cuando el acero esta totalmente desoxidado. Una pequeña cantidad
de Boro, (0.001%) tiene un efecto marcado en el endurecimiento del acero, ya
que también se combina con el carbono
para formar los carburos que dan al acero características de revestimiento
duro.
Cobalto - Co : El
Cobalto es un elemento poco habitual en los aceros, ya que disminuye la
capacidad de endurecimiento. Sin embargo, se puede usar en aplicaciones donde
se requiere un revestimiento duro para servicio a alta temperatura, ya que
produce una gran cantidad de solución sólida endurecedora, cuando es disuelto
en ferrita o austenita.
Cobre - Cu : El Cobre aumenta la resistencia a la corrosión de aceros al
carbono.
Cromo - Cr : El Cromo es un formador de ferrita,
aumentando la profundidad del endurecimiento. Asi mismo, aumenta la resistencia
a altas temperaturas y evita la corrosión. El Cromo es un elemento principal de
aleación en aceros inoxidables, y debido a su capacidad de formar carburos se
utiliza en revestimientos o recubrimientos duros de gran resistencia al
desgaste, como émbolos, ejes, etc.
Fósforo - P : Fósforo se considera un elemento perjudicial
en los aceros, casi una impureza, al igual que el Azufre, ya que reduce la
ductilidad y la resistencia al impacto. Sin embargo, en algunos tipos de aceros
se agrega deliberadamente para aumentar su resistencia a la tensión y mejorar
la maquinabilidad.
Manganeso - Mn : El Manganeso es uno de los elementos
fundamentales e indispensables, esta presente en casi todas las aleaciones de
acero. El Manganeso es un formador de austenita, y al combinarse con el azufre
previene la formación de sulfuro de hierro en los bordes del grano, altamente
perjudicial durante el proceso de laminación. El Manganeso se usa para
desoxidar y aumentar su capacidad de endurecimiento.
Molibdeno - Mo : El Molibdeno tambien es un elemento habitual,
ya que aumenta mucho la profundidad de endurecimiento del acero, así como su
resistencia al impacto. El Molibdeno es el elemento mas efectivo para mejorar
la resistencia del acero a las bajas temperaturas, reduciendo, además, la
perdida de resistencia por templado. Los aceros inoxidables austeíticos
contienen Molibdeno para mejorar la resistencia a la corrosión.
Nitrógeno - N : El Nitrógeno puede agregarse a algunos tipos
de acero, para promover la formación de austenita. También, para reducir la cantidad
de Níquel en los aceros inoxidables. El Nitrógeno afecta las propiedades
mecánicas del acero.
Niquel - Ni : Es el principal formador de austenita, que
aumenta la tenacidad y resistencia al impacto. El Níquel se utiliza mucho en
los aceros inoxidables, para aumentar la resistencia a la corrosión. El Níquel
ofrece propiedades únicas para soldar Fundición.
Plomo - Pb : El Plomo es un ejemplo de elemento casi
insoluble en Hierro. Se añade plomo a
muchos tipos de acero para mejorar en gran manera su maquinabilidad.
Titanio
- Ti : Básicamente, el Titanio se
utiliza para estabilizar y desoxidar acero, aunque debido a sus propiedades,
pocas veces se usa en soldaduras.
Tungsteno - W : El Tungsteno se añade para impartir gran
resistencia a alta temperatura. El Tungsteno también forma carburos, que son
excepcionalmente duros, dando al acero una gran resistencia al desgaste, para
aplicaciones de revestimiento duro o en acero para la fabricación de
herramientas.
Vanadio - V : El Vanadio facilita la formación de grano
pequeño y reduce la perdida de resistencia durante el templado, aumentando por
lo tanto la capacidad de endurecimiento. Asi mismo, es un formador de carburos
que imparten resistencia al desgaste en aceros para herramientas, herramientas
de corte, etc.
Proceso de
producción del acero:
La
fabricación del acero se realiza a través de dos métodos:
• El
convertidor básico de oxígeno de alto horno ("Basic Oxygen Converter"
(BOF))
• El
horno de arco eléctrico (“Electrical Arc Furnace” (EAF))
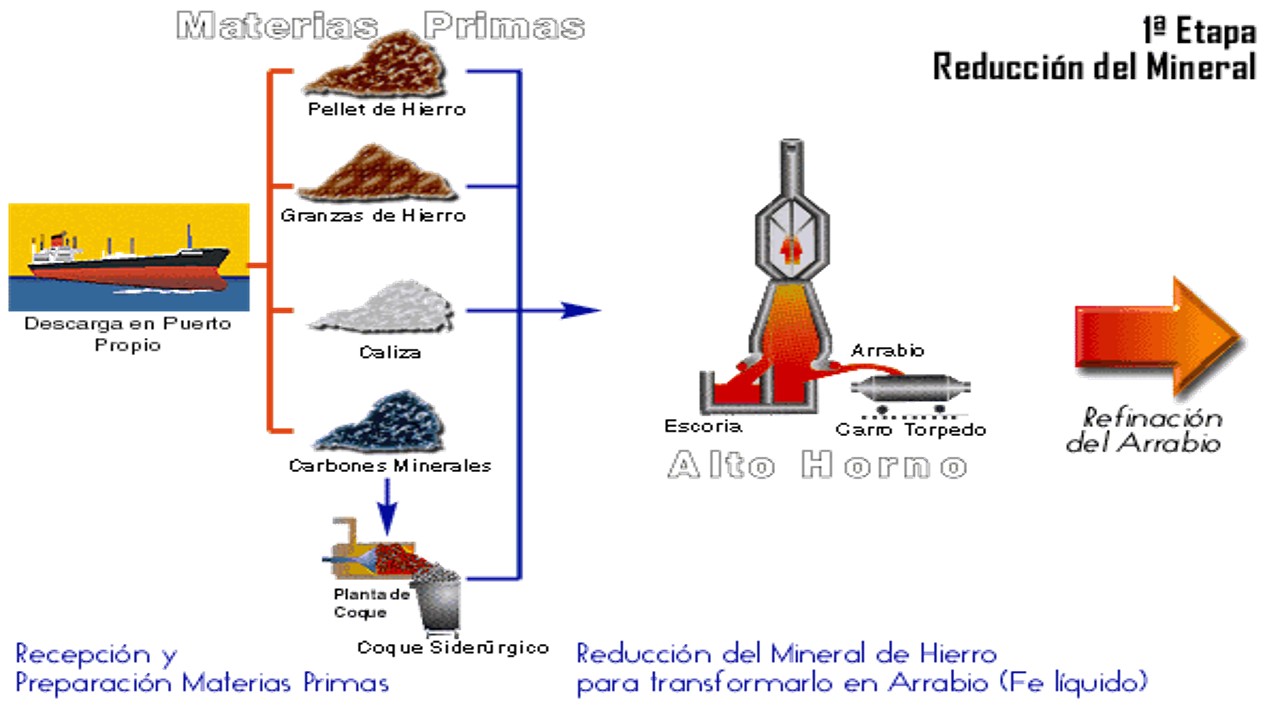
El
proceso de fabricación del acero es el siguiente:
El
alto horno se alimenta de hierro sinterizado, producido en la planta de
sinterización. En el proceso de sinterización se carga una mezcla de finos de
mineral de hierro, cal y coque (carbono casi puro), y se funde parcialmente
para formar una mezcla porosa de óxidos de hierro y ganga.
El horno alto
es un horno de tipo cuba que funciona mediante la técnica de contracorriente:
la carga
descendente de sinterizado y coque, cargada por la parte superior del horno, es
calentada y reducida por los gases de la combustión que ascienden de la zona de
tobera, donde se inyecta un chorro de aire caliente para quemar el C y
convertirlo en CO. El chorro de aire se comprime por medio de un soplante y se
calienta en estufas especiales a 1100°C, por medio de la combustión de los
gases de escape depurados del horno. El CO reduce los óxidos de hierro (FeO,
Fe2O3) y algunos de los elementos presentes en la ganga del sinterizado, para
producir metal líquido. El polvo del tragante del horno alto, que contiene
cerca de un 40% Fe, se recicla en el proceso de sinterizado. Por debajo de la
zona de tobera, donde se da la mayor temperatura, el material fundido se
acumula en el crisol, donde el hierro líquido (fundición bruta) se separa de la
escoria por la diferencia de densidad. La escoria y la fundición bruta líquida
(arrabio) se extraen desde diferentes piqueras. El arrabio se vacía a cucharas
o torpedos (capacidad: 300 - 400 t) y se transporta a la acería para su afinado
y conversión en acero.
Al
final de este proceso, el mineral de hierro sinterizado se ha reducido a hierro
bruto en el alto horno.

El
hierro bruto se transforma entonces en el convertidor de oxígeno en acero
bruto.
El
horno básico de oxígeno o convertidor LD (por el proceso Linz-Donawitz iniciado
en 1956) está basado en la inyección de oxígeno a la colada de metal líquido
por medio de una lanza. En el convertidor se cargan chatarra y cal para enfriar
la colada y eliminar el fósforo, el silicio y el manganeso. El convertidor está
revestido con una capa refractaria de dolomita o magnesita.
El
oxígeno quema el carbono como monóxido de carbono CO y gas carbónico CO2 que se
recoge en el cañón de chimenea y se limpia de polvo (Fe203 y partículas de cal,
etc.). Los elementos Mn, Si y P se oxidan y combinan con la cal (CaO) y el FeO
formado por la oxidación del Fe, para formar una escoria fundida.
Al
ser estas reacciones de oxidación altamente exotérmicas, el proceso exige un
enfriamiento para controlar la temperatura de la colada. Este enfriamiento se
realiza cargando chatarra (residuos de fabrica y laminación reciclados) y
añadiendo mineral de hierro durante el proceso de soplado.
El acero
se vierte a la cuchara a través de una piquera, inclinando el horno. En el
transcurso de esta operación se añaden ferroaleaciones a la cuchara para
controlar la composición del acero.

En
el proceso de horno de arco eléctrico, la carga metálica fría, principalmente
chatarra, se funde mediante la energía de arcos eléctricos generados entre los
extremos de electrodos de grafito y la carga metálica conductora.
Los
tres electrodos y la bóveda del horno se levantan y retiran del blindaje del
horno girándolos para permitir la carga de la chatarra. Los electrodos
mantienen el arco de acuerdo con el voltaje y el nivel de corriente escogidos
para producir la potencia deseada a la deseada longitud de arco para la fusión
y afino. Dado que durante el período de fusión el ruido generado por los arcos
es elevado, con niveles de hasta 120 dBA, la cabina de operarios está
especialmente protegida y el horno posee un cerramiento especial. Estos hornos
tienen un diámetro interno de 6 a 9 metros y una capacidad de 100 a 200
toneladas de acero.

Las
unidades de fusión de alto rendimiento, tales como convertidores u hornos de
arco eléctrico no proveen suficiente control de los contenidos de aleación. El
contenido en nitrógeno y fósforo se puede reducir a niveles bajos en el
convertidor, pero sólo se pueden obtener niveles muy bajos (< 2 ppm) de contenido
en carbono, azufre, oxígeno e hidrógeno mediante un tratamiento subsiguiente en
la cuchara. Para asegurar un acondicionamiento apropiado del acero antes del
proceso de colada, en la metalurgia de cuchara se llevan a cabo la aleación del
acero conforme a un análisis específico y tratamientos de afino especiales.Una
vez terminado el proceso de afino, el material pasa a la colada continua para
proceder a la solidificación del material. El elemento principal del proceso de
colada continua es el molde de cobre oscilante enfriado con agua. Su principal
función es formar una lámina solidificada de acero que tenga la resistencia
suficiente para impedir rebabas por debajo del molde.
Al
abandonar el molde, la hilera de material es enfriada por medio de rociadores
de agua y se apoya en cilindros para evitar el pandeo hasta que se complete la
solidificación. Las secciones de la hilera de material cubren la gama de
productos semiacabados, como palanquillas, desbastes cuadrados o desbastes
rectangulares, destinados a los laminadores de acabado en caliente.
Las
palanquillas o planchones que salen del proceso de colada continua deben ser
recalentados antes de ser sometidos al proceso de laminación en caliente.
Existen dos tipo de proceso de laminado en caliente que difieren en sus
objetivos: laminado en caliente tradicional y laminación controlada. En el
primer caso se trata de producir la forma requerida con el mínimo número de
pasadas de cilindro, mientras que en el segundo el objetivo es aumentar
resistencia y tenacidad del acero mediante control cuidadoso de la temperatura
y la deformación durante el laminado. Dentro de los procesos de laminación
controlada tenemos el laminado de normalización y la laminación termomecánica
controlada.
Características del acero:
Propiedades del acero (FISICAS)
El
acero está conformado por cristales de fierro. La estructura interna de los
granos cristalinos está compuesta de átomos de hierro dispuestos conforme a un
patrón regular tridimensional.
Propiedades metálicas
características
•
buena ductilidad (o
maleabilidad).
•
conductividad térmica
elevada.
•
conductividad eléctrica
elevada.
•
brillo metálico.
Resistencia a la Corrosión
Todos los aceros sufren
corrosión. Sin embargo, en algunos, la capa de corrosión superficial que se
forma sirve de protección para el resto del material.
•
Corrosión: pérdida de
sección debido a reacciones químicas o electroquímicas con medioambiente.
Resistencia depende de:
–
Composición química

Los
distintos factores que afectan las propiedades del acero son:
Composición
química: ya hemos hablado del efecto de las aleaciones.
Tratamiento
térmico: tratamientos en los cuales se cambia la temperatura del producto en
estado sólido. Afectan las propiedades de resistencia, ductilidad y tenacidad,
debido a que modifican el tamaño de grano del material. En general, para
tamaños de grano menores, el material tendrá mayor resistencia y ductilidad.
Usos y productos
del acero:
Usos domésticos:
El
acero se usa en restaurantes, cocinas industriales, hospitales, laboratorios y
en todos los hogares.
Es
maleable y resistente, lo que lo hace apto para los más diversos usos y los más
variados utensilios. Resiste altas y bajas temperaturas, evita que se acumule
suciedad en su superficie, es durable y de bajo costo de manutención.
El
acero es parte de los electrodomésticos que hacen la vida hogareña más fácil.
Desde el acero inoxidable que recubre el refrigerador al motor silencioso y
eficiente de la lavadora.
>
Los electrodomésticos se fabrican usando acero reciclado.
>
Los motores de los electrodomésticos están hechos de acero.
>
Aproximadamente 75% del peso de un electrodoméstico es acero.
>
Usar aceros pre-pintados reduce el costo de los electrodomésticos y mejora su
aspecto y diseño.
>
Los nuevos aceros llamados AgION reducen las bacterias y hongos que crecen,
ayudando a que las casas estén limpias y sanas con menos mantenimiento.
Aplicaciones de gama de productos de acero
Tubo
de acero son ubicuos y se puede encontrar bajo tierra y dentro de las paredes
residenciales, laboratorios, y las estructuras comerciales e industriales.
Seamless fluidos de transporte de tubos de acero, incluyendo agua, gas natural,
residuos y aire. Tres métodos de fabricación existen para producir tubos de
acero.
Tubos
de acero sin soldadura se producen utilizando un molde de extrusión. Tubos de
acero soldados se producen por laminación de una hoja de acero en un tubo y la
soldadura de la costura. Tubos de acero sin costura son menos costosos. El
tercer método es de fundición. El acero fundido se vierte en un molde de
colada.



Esta es una pagina académica elaborada
por alumnos del ITSC del 4 "C" de
Ing. Industrial
INTEGRANTES DEL EQUIPO:
Cruz Yesenia Alejandro Jimenez TE140169
Cecilia del Carmen Garcia Cordova TE140070
Blanca Estela Castellanos Reyes TE140166
Maria Guadalupe Jimenez Javier TE140925